





Информация об артикуле 15696684
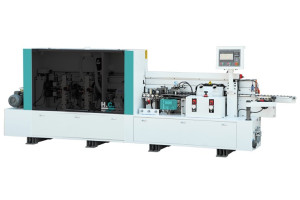
Кромкооблицовочный станок JET JEB-45XTS 333705 представляет собой высокопроизводительное, но при этом удобное в эксплуатации оборудование. Все технологические процессы осуществляются внутри агрегата автоматически, что позволяет свести к минимуму наличие изделий с браком. Для быстрого отключения аппарата в случае возникновения чрезвычайной ситуации на панели управления располагается яркая кнопка СТОП. Основание обеспечивает устойчивость конструкции, а также способствует равномерному распределению вибраций. Модернизированный набор важных параметров выгодно отличает модель среди аналогов.
Особенности станка JET JEB-45XTS
| Удобство управления JET JEB-45XTS 333705 оснащается Touch Screen панелью с русифицированным меню и графикой, что позволяет включать/выключать отдельные узлы и просматривать системные сообщения. |
- Рабочее давление от 6 до 8 бар;
- Толщина заготовки от 8 до 45 мм;
- Толщина кромки в рулонах от 0.4 до 3 мм;
- Расширение рабочего стола - 560 мм;
- Диаметр вытяжных штуцеров - 125 мм;
- Пять направляющих роликов;
- Максимальный диаметр рулона - 800 мм;
- Мощность привода подачи - 0.75 кВт;
- Мощность нагревательного элемента - 0.4 кВт;
- Емкость клеевой ванны - 1.2 л;
- Пять нагревательных элементов;
- Суммарная мощность клеевой ванны - 1.3 кВт;
- Мощность привода ролика - 0.18 кВт;
- Мощность привода свесов - 0.22 кВт;
- Две торцовочные пилы;
- Частота вращения пильных дисков - 12000 об/мин;
- Пильный диск - Z30 Ф100 мм;
- Два фрезерных узла мощностью 0.37;
- Частота вращения фрез - 12000 об/мин;
- Фрезы - сборные Z4 Ф75 мм;
- Два лезвия;
- Два полировальных узла мощностью 0.12 кВт (400 В);
- Частота вращения полировальных кругов - 3000 об/мин;
- Внешний диаметр полировальных кругов - 120 мм;
- Электронная система управления с цифровой символьной индикацией;
- Подающий конвейер цепного типа;
- Работа с рулонной кромкой;
- Предварительный подогрев торца заготовки;
- Обрезчик кромки гильотинного типа;
- Тефлоновое покрытие клеевой ванны;
- Роликовый узел клеенанесения;
- Двухроликовый узел прикатки кромки с независимой регулировкой каждого ролика;
- Два диска (передний и задний) обрезки свесов кромки;
- Два узла (верхний и нижний) продольного фрезерования свесов кромки;
- Два узла (верхний и нижний) циклевки фасок;
- Два узла (верхний и нижний) полирования кромки.
Отказ от ответственности
Изображения товаров носят информационный характер и могут отличаться от оригинала. Все фотографии принадлежат производителям или их официальным дистрибьюторам. Описания товаров составлены на основе открытых данных и технической документации.
Если вы являетесь правообладателем и считаете, что контент используется неправомерно, сообщите нам через форму для претензий. Мы обязуемся рассмотреть обращение в течение 5 рабочих дней.