Описание
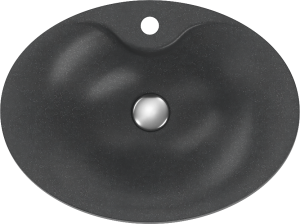
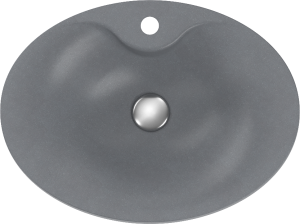
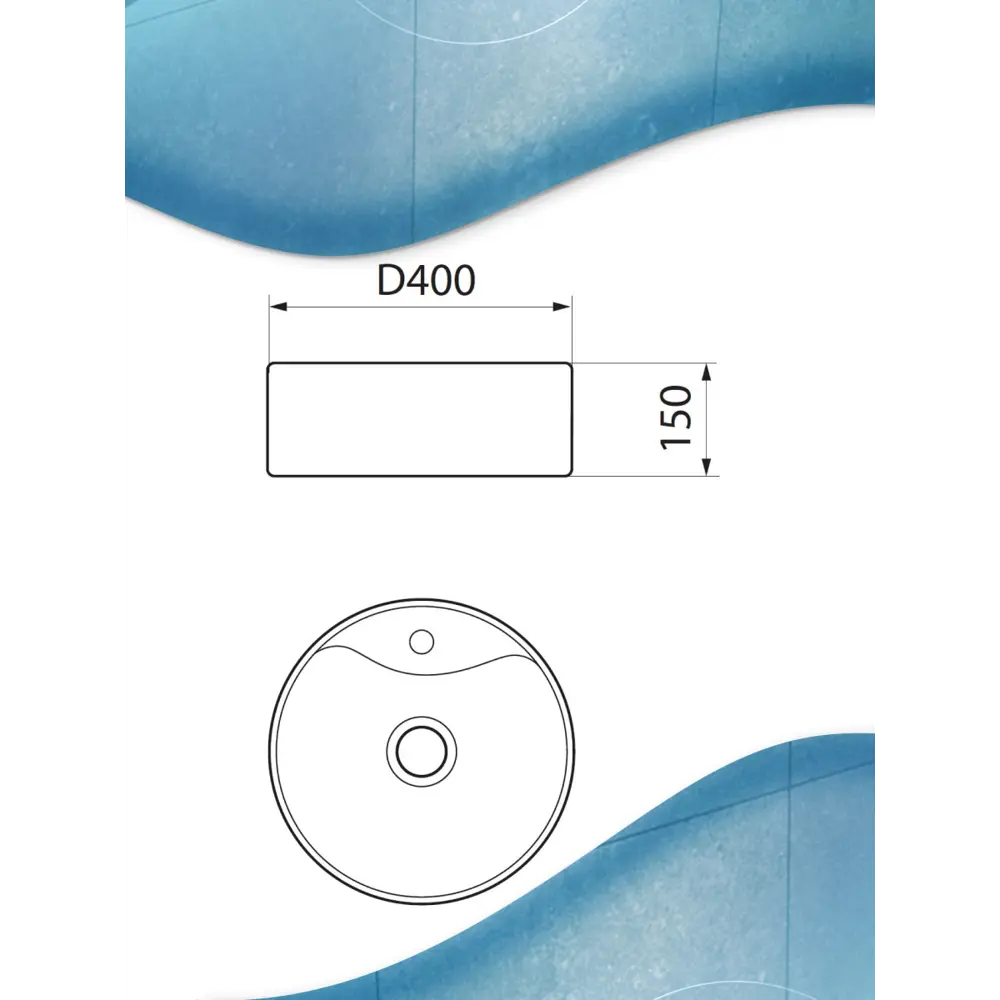
Раковина круглая накладная BAU Element D40, с отверстием под смеситель, белая устанавливается на столешницу, тумбочку или стол и в отличие от встраиваемой, не врезается в ее поверхность. Накладные раковины смотрятся очень оригинально и, при желании оборудовать ванную комнату в духе "Hi-tech", такой выбор будет беспроигрышным.
Раковина выполнена из фарфора. Раковина из фарфора прослужит долго, потому что имеет менее пористую структуру материала, благодаря чему не впитывает запахи, не вбирает загрязнения. Фарфор более устойчив к ударным нагрузкам, чем фаянс. Фарфор боится бытовой химии, ее следует использовать только в крайних случаях. Лучше выбрать нейтральное натуральное щадящее моющее средство для этой цели. Мыть следует тканью или мягкой губкой. Идеально подходит для накладных тумб арт BD1060 и BD1080!
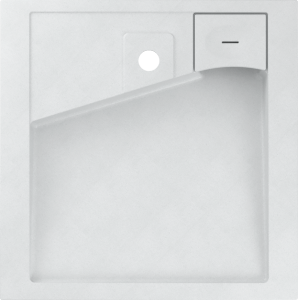
Это рациональное использование свободного пространства в маленьком помещении — один из самых важных пунктов во время полноценного или косметического ремонта ванной комнаты.
Чтобы не занимать место крупногабаритными конструкциями, стоит приобрести накладную раковину. Раковина BAU Hotel подходит для тумб со столешницей практически любых фирм, например: Roca, Cersanit, Triton, Акватон, Акванет, Aqwella, Grossman, Belbagno, Runo и многих других.
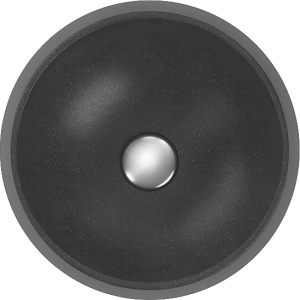
Раковина изготовлена из санфарфора. Плюсы санфарфора: высокие прочность и плотность, натуральный белый цвет, минимальное влагопоглощение, гигиеничность, долговечность.
Состав сырья для санитарного фарфора почти не отличается от фаянса. Это все те же белые глины, кварцевый песок и каолин. Кроме них присутствует еще и полевой шпат. Но вот пропорции, в которых добавляются компоненты, отличаются. Различается и технология производства материала. Формованные заготовки запекают при температуре 750-800˚С. При таком нагреве выжигаются все органические примеси, что дает фарфоровой массе однородный белоснежный цвет. На следующем этапе заготовки покрывают глазуровочной смесью. Однако ее состав тоже другой. Она не содержит пигментов, поскольку фарфор не надо окрашивать. Подготовленное таким образом изделие отправляется в печь, где обжигается в течение часа-полутора при температуре 1250˚С. После остывания материал приобретает высокую прочность и все заявленные эксплуатационные характеристики.